Правильно сварить полипропиленовые трубы
особенно с армированием по центру толщины стенки труб.Расскажу, как же всё-таки правильно сваривать, армированные по
центру толщины стенки трубы. Впрочем, расскажу по порядку советы применительно
к сварке любых полипропиленовых труб.
Сама технология сварки полипропиленовых (далее ППр) труб называется сварка методом диффузии. При такой сварке, материал трубы диффундирует (проникает, растворяясь) в материал фитинга, а материал фитинга диффундирует в материал трубы. При этом образуется монолитное соединение. Такое соединение почему-то стало общепринятым называть «паять» полипропилен, хотя к технологии пайки, такое соединение не имеет никакого отношения. Поэтому буду называть такие соединения всё-таки правильно «сварка», но не «пайка».
В статье «кислородопроницаемость труб» http://master-otoplenie.ru/otoplenie/47-kislorodopronicaemost-trub.html
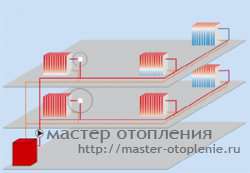
Поэтому для систем индивидуального отопления подходят только два типа
армированных алюминиевой неперфорированной фольгой трубы.
Первый тип.Труба, с армированием сплошной НЕперфорированной фольгой, расположенной поверх
трубы. Поверх фольги расположен ещё один защитный тонкий слой полипропилена.
Это так называемая STABI труба. Перед сваркой такой трубы, небходимо использовать шейвер (зачистку), которая срезает наружный слой фольги, чтобы зачищенный конец трубы можно было вставлять в разогревающий наконечник сварного аппарата. Ниже фото шейверов.
С армированием сплошной неперфорированной фольгой, расположенной примерно по
центру толщины стенки трубы.
Несмотря на все плюсы таких труб, при их применении можно «напороться» на два момента, которые сильно огорчают аварийностью при неправильном применении и портят репутацию таких труб, хотя и не имеют отношения к надежности такой трубы: Первый
момент, к сожалению, большинство продавцов таких труб утверждают,
что такие трубы не требуют зачистки (прямо пишут об этом в своих прайсах). Да,
такие трубы не требуют зачистки наружной поверхности. Но
в обязательном порядке требуют «торцевания», т.е. зачистки с торца, и
применения спецнасадки на сварочный аппарат для ППр. И то, что продавцы
пишут «труба не требует зачистки» приводит к тому, что многие монтажники не
делают торцевание таких труб, а это впоследствии приводит к большому количеству
аварий.
Второй
момент, что под видом труб PPr-Al-PPr, недобросовестные изготовители
продают трубы, внутренний слой которых сделан не из полипропилена, а не пойми
чего, похожего на полиэтилен, причем невооруженным глазом видно, что он слишком
тонок. Хотя на маркировке поверх трубы черным по-белому они пишут PPr-Al-PPr.
Будем считать такие трубы откровенной подделкой, которую использовать ни в коем случае нельзя. Так как качественно сварить слой полипропилена с тонким слоем полиэтилена невозможно. При применении таких поддельных труб могут внезапно возникать прорывы труб. А свариться в кипятке – думаю, ни у кого нет желания. Ниже фото прорыва воды из системы отопления (из трубы) при применении «поддельных» труб.
1. Обезжиривание трубНекоторые мастера используют для обезжиривания труб изопропиловый спирт (растворы на основе этилового спирта для этого непригодны) или обезжириватель для автомалярных работ не имеющих такого удушливого запаха. Но многие монтажники вообще никак не проводят обработку труб перед монтажом. Сам же лично перед работой протирал стопку приготовленных для работы труб чистой тряпочкой, смоченной в слабом растворе моющего средства для посуды типа Фейри. А в дальнейшем, при работе надевал на руки «липкие» перчатки для работы со стеклом. Во-первых, это предохраняло трубы от отпечатков пальцев (кожный жир, попавший в сварное соединение, может привести к браку), а во-вторых, очень удобно, когда трубы не проскальзывают (особенно при торцевании). Также перчатки предохраняют руки от ожогов при нечаянном соприкосновении с нагревателем сварочного аппарата.
Чтобы не заниматься обезжириванием внутренних поверхностей фитингов, приобретал оптом фитинги в невскрытых пакетах, кратно упаковке. Если же приходилось докупать фитинги в розницу, то после «рук продавцов», всё-таки приходилось их обрабатывать тряпочкой, смоченной в слабом растворе Фейри не только снаружи, но и внутри.
2. Торцевание торца конца трубы. Технология сварки трубы, армированной по центру стенки,
предусматривает, что алюминиевая фольга должна быть герметично заварена, и
теплоноситель не должен соприкасаться с алюминиевой фольгой. Для этого перед
сваркой такой трубы нужно сделать «торцевание» трубы и применять спецнасадку. Т.е. с помощью торцевой
зачистки «выгрызть» алюминиевую фольгу на несколько миллиметров. Ограничитель
самой торцовки ограничивает глубину «выгрызания». Перед торцеванием трубы нужно
отрезать как можно ближе к перпендикуляру оси. Так как отклонение от перпендикуляра
более чем на примерно 1-2 градуса приведет к тому, что алюминиевая фольга не
окажется надежно заваренной в толще полипропилена (читайте далее по тексту
статьи). Качественные ножницы хороших брендов режут трубу практически идеально
перпендикулярно её оси. Некачественные же – далеко не всегда.
Встречал торцевые зачистки двух видов. Металлическую
У металлической торцовки оказался тот недостаток, что практически после одной торцовки приходилось «выковыривать» стружку полипропилена с помощью зубочисток (иначе при «выковыривании» металлическим предметом, можно испортить режущую кромку лезвий). Возможно, это касалось только экземпляра, попавшегося мне, поэтому не буду утверждать, что все металлические зачистки обладают таким недостатком. Но предупредить был должен. Поэтому советую приобрести пластиковую «бабочку.
3. Использование сварочного аппарата
Позвольте, далее для сокращения, буду называть сварочный аппарат для полипропилена на жаргоне водопроводчиков - утюгом.
3.1. Мечевидный и стержневой сварочные аппараты.Имею личное предубеждение (и не ругайте меня за личные предубеждения), что
более качественную сварку даёт мечевидный (по аналогии формы с коротким римским
мечом), фото ниже,
Во всяком случае, для диаметров труб начиная от 32 мм и более. Имею такое предубеждение, потому что в мечевидном утюге тепло медленно накапливается в массе мечевидного тела утюга, а затем быстро отдается на разогрев трубы. А в стержневом утюге теплу накапливаться негде, и только после того, как насадка остывает насколько-то ниже рабочей температуры (при введении в неё трубы), только тогда электроника отслеживает падение температуры и добавляет мощности ТЭНу утюга. К быстродействию же электроники, к качеству поддержания рабочей температуры и отклонений от рабочей температуры, часто возникают вопросы. Тут немного забежал вперёд, в следующих параграфах расскажу более подробно.
3.2. Металл, из которого изготовлено тело утюга.«Тело» мечевидного утюга работает как теплоаккумулятор. Задача теплоаккумулятора
накопить тепло, вырабатываемое ТЭНами, а затем быстро отдать через
нагревательные насадки в разогреваемую трубу и фитинг. Поэтому очень важна
скорость теплопередачи материала из которого сделано мечевидное тело утюга. Именно
поэтому надежные бренды, выпускающие утюги, изготавливают их тело из
практически чистого алюминия, у которого скорость теплопередачи высокая. Также
хочу заметить, что у хороших брендов пиковая потребляемая электрическая
мощность утюга 650-850 Вт. Так как эта мощность потребляется (включается ТЭН)
только во время разогрева тела утюга до рабочей температуры. И пиковая
потребяемая мощность утюга влияет только на время разогрева тела утюга. Это
время не существенно для работы. Мало разницы в процессе работы, сколько секунд
будет разогреваться тело утюга 20 или 30. Ниже привожу фото утюга, одного из надежных
брендов у которого, тело изготовлено из металла близкого к алюминию.
Изготовители же брендов нонейм (безымянные и разные), специализирующиеся на выпуске малокачественной продукции, изготавливают тело утюга из дюралюминиевого или силуминового сплава. Также утюги среднего и низкого качества, их производители оборудуют ТЭНами мощностью 1500-2200 Вт. Но как уже писал выше, такая повышенная мощность ТЭНа является беЗсмыслицей. Ниже на фото, можно видеть, что тело утюга блестит и осталось светлым после нагрева, что говорит о том, что изготовлено было из более дешевого, чем алюминий сплава.
Отличить алюминий от дюралюминия довольно просто. Алюминиевая поверхность утюга матовая и серая ближе к тёмно-серому. Если же мечевидное тело утюга изготовлено из дюралюминия, то его поверхность гладкая, светлая и блестящая. Приведу пример с алюминиевой ложкой и ложкой из нержавейки. Если кто пользовался и той и другой, то помнит, что при размешивании сахара в кипятке, алюминиевую ложку невозможно (в смысле обжигает) зажать пальцами. А всё потому, что алюминиевая ложка обладает намного бОльшей теплопроводностью, чем ложка из нержавейки. В случае же утюга, бОльшая теплопроводность оказывается важным и обязательным качеством материала из которого изготовлено тело утюга.
3.3. Температура мечевидного тела утюга.Правильная температура сварки полипропилена +260 градусов Цельсия. Чем
точнее электроника или термопара поддерживает температуру тела утюга, тем лучше
для качества сварки. Электронная регулировка температуры может давать точность
поддержания около +-5 градусов. Регулировка термопарой даёт точность +-15-20
градусов. 3.4. Теплопроводящая паста.Как уже писал в предыдущем пункте, для качественной сварки полипропилена,
нужно, чтобы тепло запасенное в теле утюга, могло быстро передаваться трубе. А
для этого, помимо хорошей теплопроводности тела утюга, между телом утюга и греющими
насадками должен быть обеспечен хороший тепловой контакт. Но в процессе
эксплуатации утюга в местах установки насадок часто образуются задиры и
царапины алюминиевого мечевидного тела утюга. И эти даже мелкие царапины и
задиры сильно ухудшают тепловой контакт. 3.5. Насадки на утюг.В пунктах выше описывал процесс теплопередачи от тела утюга к
разогреваемым трубе и фитингу. Здесь же скажу, что качество покрытия насадок (и
вид металла из которого они изготовлены) также играет большую роль в качестве
сварных соединений (в том числе их теплопроводность). Требуется следить за
сохранностью и чистотой тефлонового покрытия греющих насадок.
Помимо высокого качества антипригарного покрытия, у этих насадок сделаны специальные фаски и канавки. На насадке для трубы формируется фаска после разогрева, которая уменьшает риск возникновения грата (буртика, «валика», «заплава» на внутренней стороны сварного соединения) заужающего сечение трубы. А у насадки для фитинга есть (смотри фото выше) ограничитель, не позволяющий разогревать «дно» фитинга, то которое контактирует с вставляемым торцом трубы. Ну а главное достоинство таких качественных насадок в том, что и при температуре тела утюга +260 градусов, и труба и фитинг нормально заходят в разогревающие насадки. И не встает перед монтажником не встаёт дилемма, что либо прилагать титанические нечеловеческие усилия к трубе и фитингу, либо «вкрутить» терморегулятор утюга на +300 градусов и «гнать халтуру». Т.е. возможность работать с правильной температурой тела утюга повышает качество сварных соединений.
3.6. Насадки на утюг для труб, армированных алюминиевой фольгой по центру толщины стенки трубы.
Отдельно хочу рассказать об «отверстии для воздуха». Оно помиму отвода воздуха выполняет и другую очень важную функцию. Его наличие позволяет определить время вдавливания трубы в разогревающую насадку. Так как время разогрева, указанное в паспорте сварочного аппарата для ППр труб, справедливо только при условии, что температура и окружающего воздуха и трубы будет составлять +20 градусов Цельсия. «Дырочка» же «для отвода воздуха позволяет, невзирая на температуру окружающей среды и температуру трубы выдерживать оптимальное время разогрева трубы и «вдавливания» её в разогревающую насадку. Принцип использования «дырочки» очень простой – вдавливаете трубу в разогревающую насадку до появления из «дырочки» «колбаски» расплавленного полипропилена. Далее давите 1-2 секунды, после чего трубу можно вынимать из разогревающей насадки и вставлять в фитинг (не забудьте про маркировку трубы кружочками, чтобы не вдавить трубу больше нормы, и не получить заужение внутреннего диаметра). Посоветую, так же, как делал лично, для трубы устанавливать на утюг спецнасадку (понравились больше спецнасадки фирмы ТЭБО, чем фирмы Дизайн Груп), а для фитинга устанавливать насадку фирмы Дитрон. Как видите на чертеже разреза, насадка устроена так, что при разогреве и вдавливании в неё трубы алюминиевая фольга в трубе оказывается полностью заварена. Также, ниже привожу фото разреза правильного сварного соединения такой трубы. Видно, что фольга полностью заварена. Была использована спецнасадка, труба была перед сваркой отторцована.
Для сравнения приведу фото разреза такой же трубы, которая не была отторцована и сваривалась с применением обычной насадки.
На фото видно, что алюминиевая фольга не заварена. А самое неприятное, что давление воды в трубе, будет прикладываться также и в торец трубы. Тем самым постепенно расслаивая трубу. И как только расслоение выйдет за пределы фитинга, то все давление будет приложено не ко всему мультислойнойному «пирогу» стенки трубы (включая армирующий слой трубы), а только к наружному её неармированному слою. И, конечно, же, этот слой не рассчитан на такие же температуру воды и давления, на которое рассчитана многослойная стенка трубы. Поэтому такое расслоение может привести вот к такому прорыву трубы (фото ниже). И хорошо, если при этом никто не пострадает.
Вот видео, которое хоть немного и рекламное, правдиво показывает особенности монтажа труб с армированием алюминием по центру стенки трубы, а также сравнивает трудоемкость монтажа таких труб и труб, армированных алюминием снаружи. К огромному сожалению нет перевода на русский язык, но видеоряд довольно наглядно всё показывает и без перевода.
http://www.youtube.com/watch?v=xzYDR2dQNNc
4. Заплавы.Еще не совсем относящийся к виду рассматриваемых ППр труб армированных по
центру, является такой вид брака и халтуры, как «заплав». Так как заплав, или ухудшает
циркуляцию теплоносителя в системе отопления, или прекращает её совсем. Напишу
об этом пару слов. Фото ниже, как страшно могут выглядеть заплавы.

Особенно для начинающего монтажника, советую не лениться использовать шаблончик, приложенный в комплект к сварочному аппарату. И купить маркер для DVD дисков с толщиной линии 0,5 мм (нежелательно использовать графитовый карандаш). С помощью этого шаблончика рисовать на каждом конце трубы перед сваркой трубе кружочки сквозь шаблончик. После того, как поработаете несколько месяцев подряд на этой операции, возможно, Вам и не потребуется более этот шаблончик. И Вы сможете определять размеры глазом, как штангенциркулем. Ближний от обреза трубы край кружочка может служить ориентиром, до какой глубины вдавливать трубу в разогревающую насадку утюга. Дальний край обреза трубы может служить ориентиром, до какой максимальной глубины вдавливать уже разогретую трубу в уже разогретый фитинг (предельный максимум). Если же не соблюдать этого правила, и устанавливать на утюге температуру +300 градусов, не ставить меток на трубах, использовать разогревающие насадки с облезшим слоем тефлона, и вдавливать «со всей дури» разогретую трубу в разогретый фитинг, то можно легко получить такие заплавы, как на фото выше. А потом «ломать голову», почему же не греют некоторые радиаторы.
Автор Инчин Владимир Владимирович Перепечатка не
возбраняется, |





















ПОПУЛЯРНОЕ ЗА МЕСЯЦ
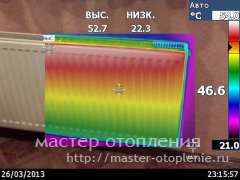
Плохо греют батареи


Кислородопроницаемость труб